
247-55-34, Факс: 8(473)279-81-84")
 mail@korsvrn.ru
mail@korsvrn.ru

Вальцы четырехвалковые гидравлические SAHINLER 4R HSS 25
 | Купить |
Калькулятор стоимости
Сколько стоят Вальцы? Цены на Вальцы четырехвалковые гидравлические sahinler 4r hss 25 и возможные дополнительные опции представлены в таблице ниже. Отметьте нужные позиции галочками и наш сайт рассчитает цену на Вальцы автоматически. Стоимость многих позиций зависит от курса Доллара или Евро. Наш калькулятор учитывает курс этих валют по состоянию на 2025-04-12 и выводит цену в рублях. Чтобы купить Вальцы четырехвалковые гидравлические SAHINLER 4R HSS 25 в Воронеже, позвоните или напишите нам.
Назначение
Четырехвалковые гидравлические листогибы серии 4R HSS наиболее хорошо подходят для автоматической гибки листов средней толщины при производстве обжимных креплений в автоматическом рабочем цикле как с использованием, так и без использования различных систем ЧПУ, а также для изготовления деталей переменного радиуса.
Их отличает простота и удобство использования, привлекательный дизайн, надежность в работе.
Листогибы данной серии используются в серийном производстве.
Стандартная комплектация:
- гидравлическое позиционирование нижнего прижимного валка;
- два поперечных валка с двойным прижимным действием, нижние прижимные и поперечные валки оснащены системой балансировки, обеспечивающей идеальную параллельность и высокое качество;
- гидравлический привод верхних валков с редукторным приводом, оснащенный системой защиты от перегрузки;
- поршневой механизм перемещения поперечных валков;
- три цифровых дисплея для установки положения валков;
- гидравлическая откидная опора для облегчения снятия цилиндра;
- все органы управления удобно расположены на отдельной панели;
- тяжелая стальная сварная несущая рама, термообработанная для снятия напряжений;
- валки с индукционной закалкой выполнены из кованой углеродистой стали с высокой прочностью на растяжение, подвергнуты термообработке и прошли неразрушающий структурный контроль;
- для специальных типов работ имеются валки со шлифованной поверхностью;
- устройство для конической гибки;
- гидравлические компоненты (двигатель, насосный агрегат, клапаны высокого давления, электромагнитные клапаны, датчик уровня масла и т.п.) фирм DUPLOMATIC, BREVINI, MARZECHI (Италия);
- система аварийного отключения: проволочный барьер безопасности вокруг машины и кнопка аварийного останова;
- электрооборудование: SIMENS PLC GROUP (Германия);
- двухскоростная система, управляемая с независимой консоли;
- машина изготовлена в соответствии с директивами по технике безопасности ЕС (маркировка "СЕ").
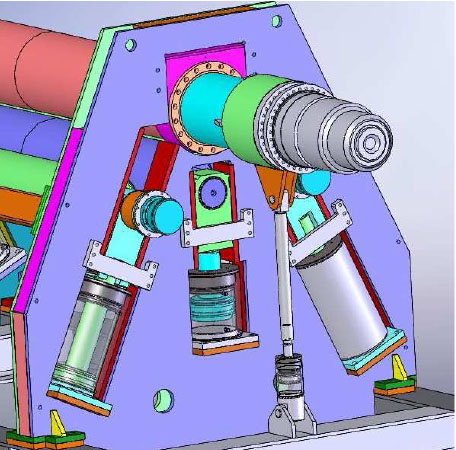
Устройство станка:
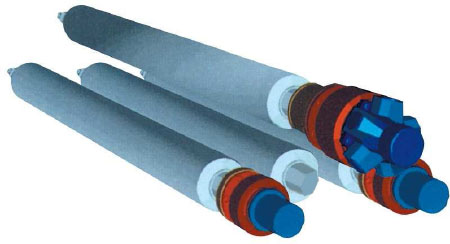
Система прямолинейного перемещения боковых вальцев позволяет осуществлять предварительную гибку без потери мощности. 3 независимых приводных вальца, гидравлич. планетарная коробка передач, что позволяет гнуть тонкий лист больших размеров.
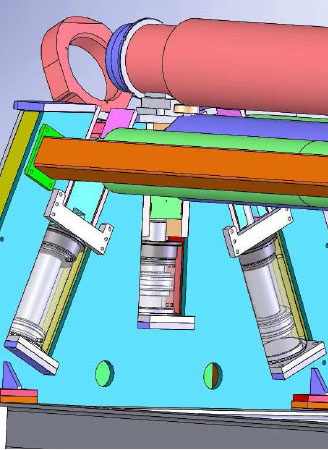
Откидной торец с гидравлическим приводом:
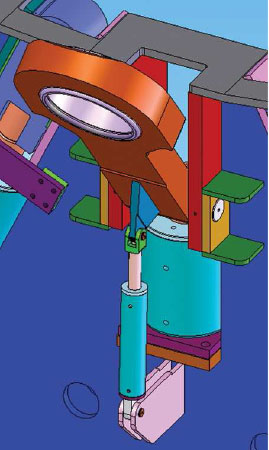
Система силового привода:

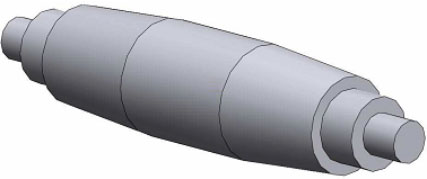
Вал бочкообразной формы. Технология обеспечивает компенсацию прогиба вала.
Итальянская система гидравлических приводов DUPLOMATIC (Италия)

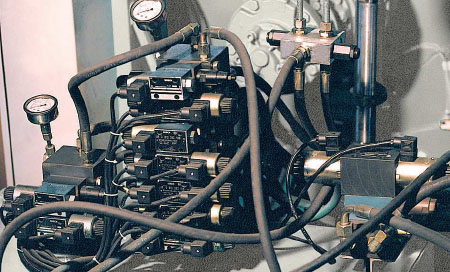
Цилиндры приварены к станине, что не требует специальной балансировки штока, даже если заказчик работает при избыточных производственных мощностях, легко регулируются и поддаются ремонту.
Система ЧПУ:
- 7-и осевая система ЧПУ ESA/GV (Италия) Kvara
- Левый вал – 2 Оси
- Правый Вал – 2 Оси
- Главный Вал – 2 Оси
- Нижний вал – 1 Ось
- 10-и осевая система ЧПУ ESA/GV (Италия) Kvara
- 2 боковые поддержки – 2 Оси
- Кран поддержки – 1 Ось
ВОЗМОЖНЫЕ ОПЦИИ
- Гидравлический кран поддержки и боковые опоры для изделий большого диаметра. Рольганг для подачи листа.
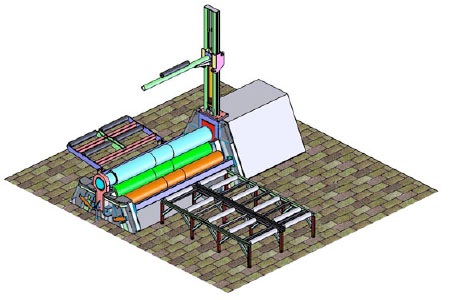
- Кольца фиксации на боковые валки для гиба швеллера.
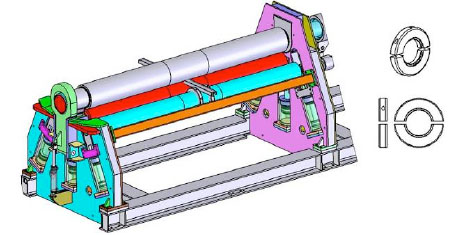
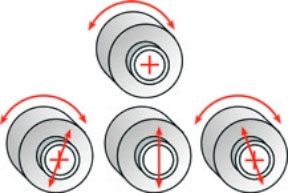
Схема работы валков:
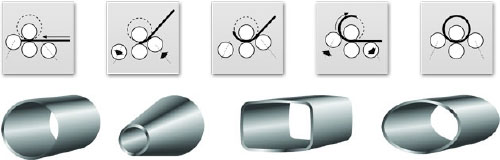

- Лист металла подается горизонтально между валов - это удобно, т.к. вместо крановой балки можно использовать столы подачи
- Задний боковой вал, расположенный напротив стороны подачи листа, может быть использован как задний упор для немедленного прямоугольного гиба листа, в результате чего происходит выравнивание листа.
- После прямоугольного гиба лист надежно зажат между верхним и нижним центральными валами, поэтому операции предподгиба и гиба — точные и надежные, без риска соскальзывания листа.
- Сразу после операции предподгиба, происходит скручивание цилиндра любого необходимого диаметра. Это означает, что рабочая зона станка минимальна, так как зона подачи листа находится лишь с одной стороны станка (см рис. выше).
- Гиб задней кромки происходит после того, как цилиндр готов. В основном, цилиндры могут быть произведены за один проход, в одном направлении.
- Гибка конусов — более простой процесс, задние валы задают угол конуса, а центральный нижний вал используется, чтобы держать лист.
- Так как при помощи четырех валов лист надежно закреплен в процессе гибки, то Четырехвалковый гибочный станок с двойным предподгибом является единственным станком, на котором возможно использование NC и CNC контроллеров.
| Модель | Мах длина обрабат. материала |
Мах/min толщина обрабат. материала |
Диаметр валка, центр./ боковые |
Размеры, ДхШхВ, мм |
Мощность, кВт |
Вес, кг |
| 4R HSS 25-280 |
2550 мм |
16/12 мм |
280/220мм |
5000х1850х1800 |
15 |
7000 |
| 4R HSS 25-320 |
2550 мм |
20/16 мм |
320/310 мм |
5200х1900х1900 |
18,5 |
11500 |
| 4R HSS 25-350 |
2550 мм |
25/20 мм |
350/330 мм |
5500х2000х1900 |
22 |
12000 |
| 4R HSS 25-380 |
2550 мм |
30/25 мм |
380/360 мм |
5500х2450х2000 |
30 |
15000 |
| 4R HSS 25-400 |
2550 мм |
40/30 мм |
420/400 мм |
5700х2400х2300 |
37 |
18000 |
| 4R HSS 25-460 |
2550 мм |
45/35 мм |
460/440 мм |
6000х2400х2600 |
45 |
23000 |
| 4R HSS 25-500 |
2550 мм |
50/40 мм |
500/480 мм |
6000х3000х2600 |
45 |
33000 |
| 4R HSS 25-550 |
2550 мм |
55/45 мм |
550/530мм |
6000х3000х2900 |
66 |
40000 |

Телефон: +7 (473) 247-55-34
Факс: +7 (473) 279-81-84
e-mail: mail@korsvrn.ru
Информация на сайте не является публичной офертой